你必須知道的雷射切割知識 輔助氣體的選擇
如何選擇輔助氣體

首先,你是否清楚輔助氣體的作用,到底是什麼嗎?
- 使用輔助氣體可以吹走同軸割縫內的熔渣
- 冷卻加工物體表面,減少熱影響區
- 冷卻保護鏡片,防止污染鏡片和導致保護鏡片過熱
- 一些切割氣體也能起到保護母材的作用。氣體壓力與種類的選擇對切割工藝影響較大,選擇輔助氣體的種類將對切割的性能,包括切割速度、切割品質等多方面產生影響
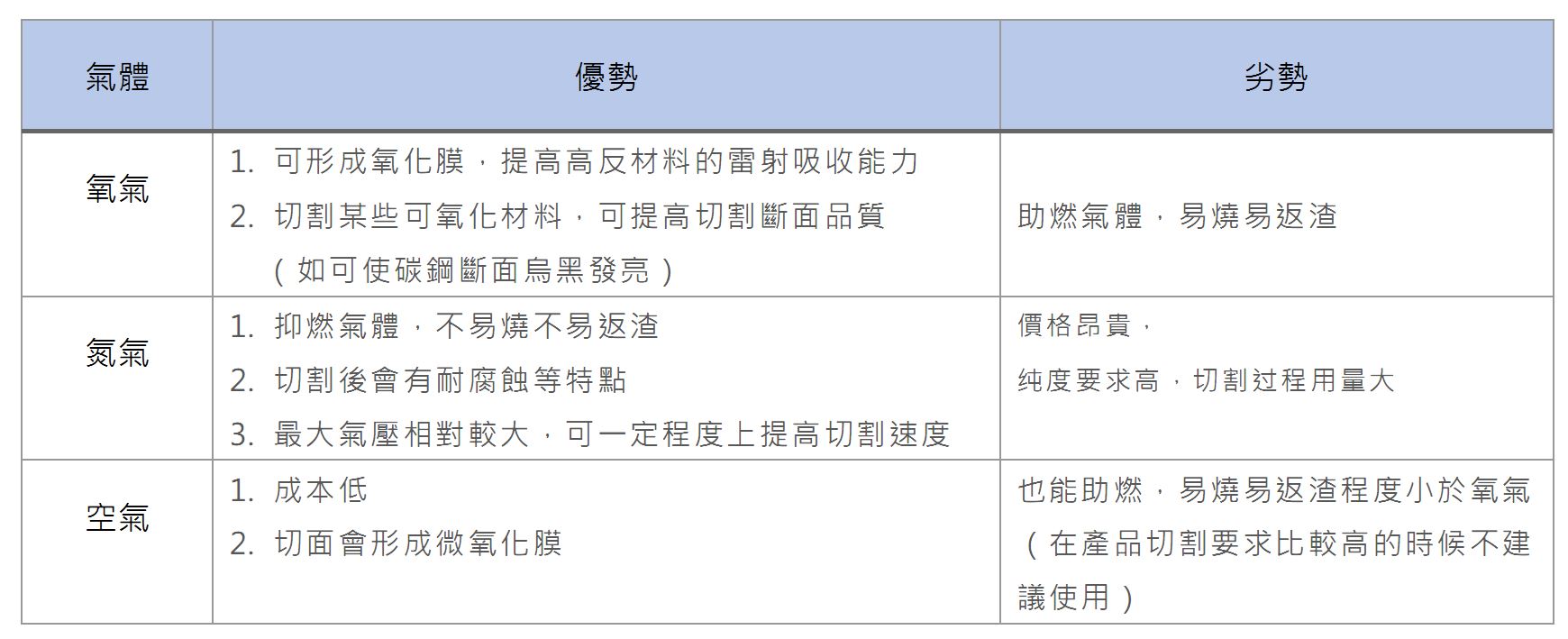
輔助氣體種類及特點
雷射切割經常用到的輔助氣體有氧氣、氮氣和空氣。

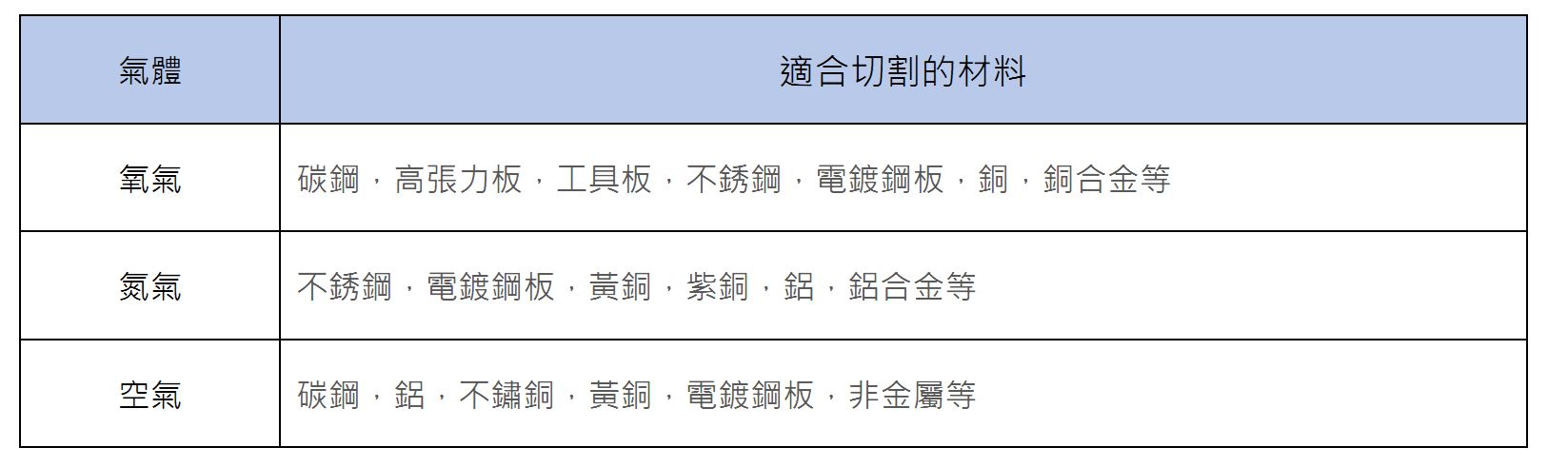
輔助氣體適合切割的材料
由於輔助氣體各自都有相應的特性,所以所適合切割的材料也不盡相同。
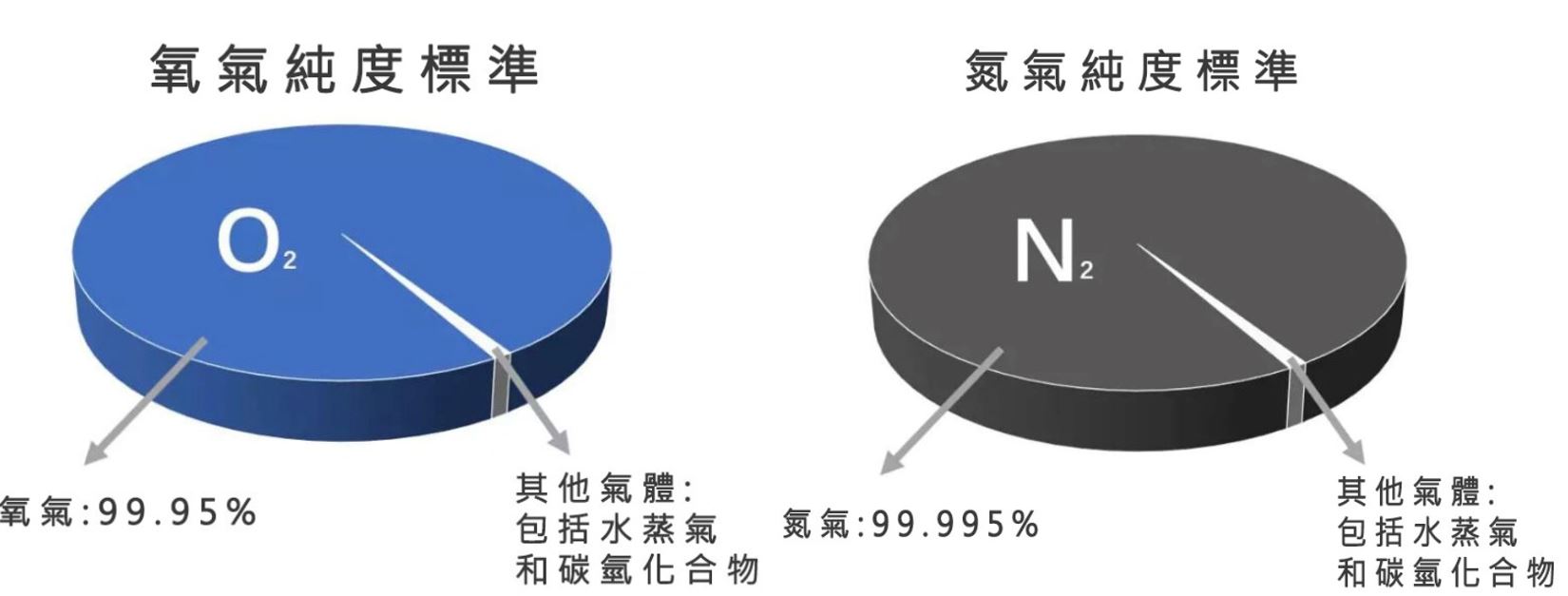
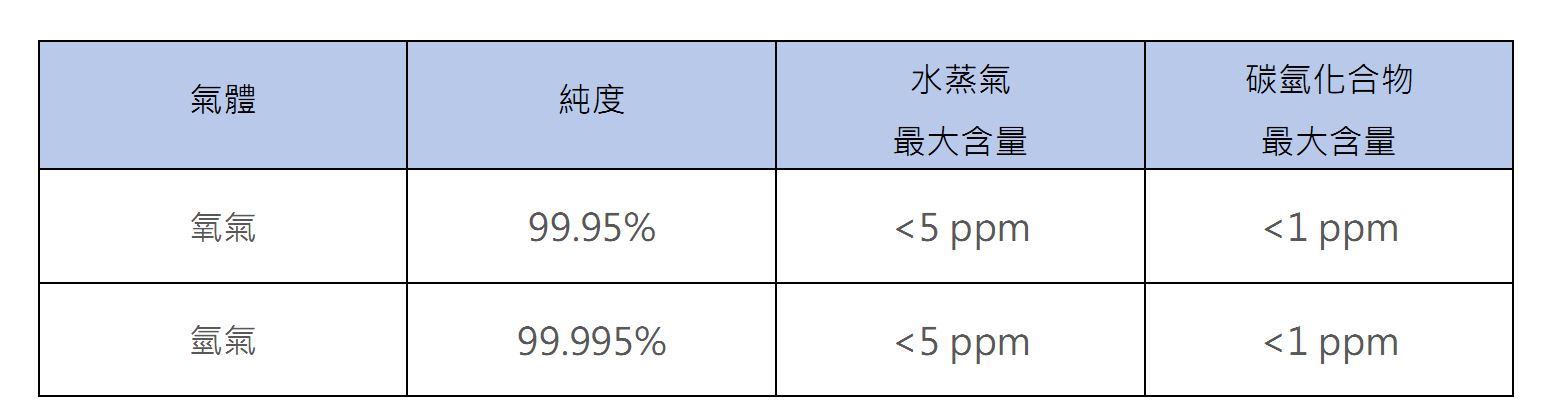
輔助氣體的純度標準
不同材料的雷射加工過程需選用與之匹配的輔助氣體,輔助氣體中的雜質會損壞鏡片,引起切割功率波動的同時,也會導致切面前後不一致。
輔助氣體氣壓標準
各類輔助氣體可使用的氣壓大小是不一樣的,根據多年的經驗,通常是這樣的↓

輔助氣體在切割過程中,是可以防返渣,從而起到保護雷射頭內部鏡片的作用。
也就是說,在加工功率、材料及板材厚度等條件相同的情況下,氣壓越大,在單位速度中可吹除的煙塵越多。
因此,使用的氣壓值越高,雷射切割的速度也可越快。這就是為何我們在切薄板飛行切割時,通常採用氮氣的重要因素。
根據上述推論,可得薄板切割速度的一般規律: 氧氣 < 空氣 < 氮氣
提醒:進行厚板材的雷射切割,不適用以上的一般規律。需要根據各自板材特性,選擇針對性的切割氣體類型。
看到這裡相信大家已經初步瞭解了三種輔助氣體的一些特點
下面就讓我們更深入的瞭解一下吧
氧氣
- 主要用於雷射切割碳鋼。利用氧氣反應熱大幅面提高切割效率的同時,產生的氧化膜會提高反射材料的光束光譜吸收因數。切口端面發黑或者暗黃色。
- 主要適用壓延鋼材,溶接構造用壓延鋼材,機械構造用碳鋼,高張力版,工具板,不銹鋼,電鍍鋼板,銅,銅合金等。
- 其純度要求一般在99.95%或更高。主要作用是助燃和吹掉切割的熔融物。壓力和流量各不相同,這跟噴嘴型號的大小,切割材料板厚密不可分。

氮氣
- 一些金屬在切割的時候採用氧氣會在切割面上形成氧化膜,採用氮氣就可以進行防止氧化膜出現的無氧化切割。於是,就有了可以直接進行熔接、塗抹,耐腐蝕性強等特點。切口端面發白。
- 主要適用的板材有不銹鋼,電鍍鋼板,黃銅,鋁,鋁合金等。作用就是用來杜絕氧化反應和吹掉熔融物。
- 對氮氣的純度有很高的要求(特別是8mm以上的不銹鋼,要求一般要達到99.999%的純度),壓力要求也比較大,一般要1.5Mpa左右,如果要切割12mm以上,或更厚至25mm的不銹鋼,要求壓力要到2Mpa或更高,流量根據噴嘴的型號有變化,但都很大,比如切割12mm不銹鋼有的需要150m³/h,而切割3mm的只需要50m³/h以下的流量。
空氣
- 空氣可由空氣壓縮機直接提供,所以與其他氣體相比價格非常便宜。雖然空氣中大約含有20%的氧氣,但是切割效率遠不及氧氣,切割能力與氮氣相近。切割面會出現微量氧化膜,但可作為防止塗膜層脫落的一項措施。切口端面發黃。
- 主要適用的材料有鋁,不鏽銅,黃銅,電鍍鋼板,非金屬等等。
- 但是,當切割產品的品質要求較高時,鋁、鋁合金、不銹鋼等不適合空氣,因為空氣會氧化母材。
在上述內容中,很多氣體都可以通用使用,重點要考慮切割成本以及對產品的要求。 比如切割不銹鋼材料,當對產品的品質或者表面品質不做很高的要求,如切割產品後期還需要經過噴漆以及其他的工藝加工工序,就可使用空氣作為切割氣體,可以降低很多成本。當切割的的產品就是最後製品,沒有後續工藝,就需要採用保護氣體,如工藝製品等。因此,在切割材料過程中一定要根據產品的特點來選擇輔助氣體。