Toggle navigation
Languages
繁體中文
English
公司簡介
最新消息
產品介紹
IPG
nLIGHT
PRECITEC
RayTools
Laservision
Microscope QBH
銲接系統
應用領域
汽車
電子
五金
自行車
板金切割
焊道偵測系統
電池銲接
其他
雷射知識
如何避免掛渣
解決焦點誤差的小捷徑
如何確定焦點位置
平面切割中噴嘴的選擇
雷射銲接優缺點
雷射切割板材常見問題
雷射維護小知識
雷射攪拌銲接_汽車
雷射雙焦點銲接技術
雷射安全
雷射焊接特性
鏡片清潔
雷射頭常規故障拆裝
輔助氣體的選擇
聯絡我們
Languages
繁體中文
English
雷射焊接特性
首頁
雷射知識
雷射知識
雷射焊接特性
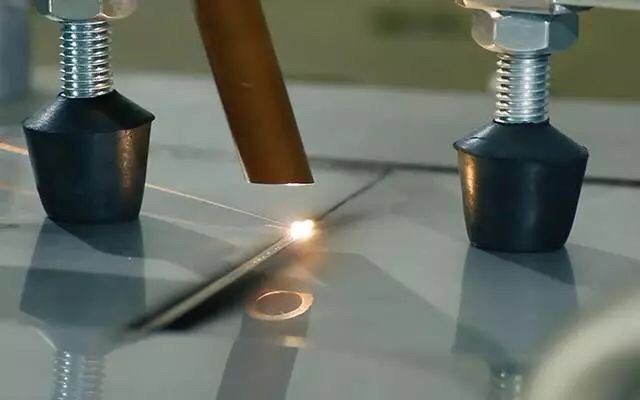
雷射焊接特性
雷射焊接為高能量密度雷射照射在材料連接處,使得材料吸收雷射能量後迅速發生熔化並共同形成熔池,在隨後的冷卻過程一起凝固而連接在一起的一種物理連接方式。
雷射焊接與其它焊接技術相比,雷射焊接的主要特點是
:
1. 速度快、深度深、變形量小。
2. 能在室溫或特殊條件下進行焊接,焊接設備裝置簡單。例如,雷射通過電磁場,光束不會偏移;雷射在真空、空氣及某種氣體環境中均能施焊,並能通過玻璃或對光束透明的材料進行焊接。
3. 可焊接難熔材料如鈦、石英等,並能對異性材料施焊,效果良好。
4. 雷射聚焦後,功率密度高,在高功率器件焊接時,深寬比可達5:1,最高可達10:1。
5. 可進行微型焊接。雷射光束經聚焦後可得極小的光斑,且能精確定位,可應用於大批量自動化生產的微、小型工件的組焊中。
6. 可焊接難以接近的部位,施行非接觸遠距離焊接,具有很大的靈活性。
7. 雷射光束易實現光束按時間與空間分光,能進行多光束同時加工及多工位加工,為更精密的焊接提供了條件。
無論是電弧焊,氣焊,電阻焊還是釺焊也都存在一些不足之處。相對的雷射焊接也存在著一定的局限性:
1. 雷射焊件位置需非常精確,務必在雷射光束的聚焦範圍內。
2. 最大可焊厚度受到限制滲透厚度遠超過19mm的工件,生產線上不適合使用雷射焊接。
3. 高反射性及高導熱性材料如銅及其合金等,焊接性會受其材料有所改變。
4. 當進行中能量至高能量的雷射光束焊接時,需使用等離子控制器將熔池周圍的離子化氣體驅除,以確保焊道的再出現。
5. 焊道快速凝固,可能有氣孔及脆化的顧慮,能量轉換效率太低,通常低於10%。
雷射切割由於精度高效率高,切割範圍廣,加工能力強,常被應用在汽車製造及材料加工領域。在雷射切割生產過程中也會遇到一些問題,看似簡單但又很致命。