雷射焊接日趨成為汽車主機廠提質增效、降低環保壓力的主要手段之一。目前需求最廣的雷射加工工藝有哪些?這些工藝主要針對哪些技術?這些工藝採用的加工工具主要特點?
從環保的角度來看,伴隨全球氣候變化,汽車的尾氣排放、對於石油能源的消耗等因素倒逼主機廠不斷改進工藝以應對日趨嚴峻的環保及能源壓力!其中汽車結構輕量化是目前最主流的發展趨勢。常見的汽車輕量化加工手段包括:由鋼鋁混合製成的負載適應性和輕量化部件、採用壓鑄成型工藝替代傳統的衝壓、零部件拼焊板一次衝壓成型工藝。
雷射雙焦點焊接工藝及優點
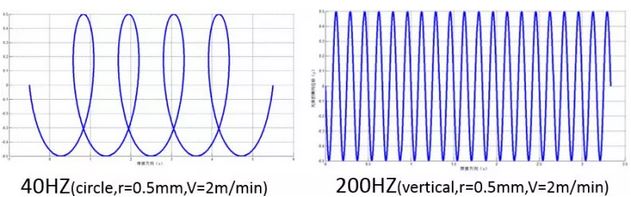
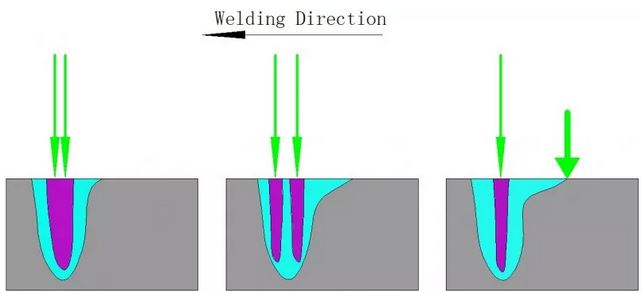
一束雷射可以通過光學鏡組將其分為兩束光,通過調節光斑的能量密度、間距以及光斑方向來優化工藝,實現優質的焊縫。
雙焦點焊接可有效增加間隙適應性,減少焊縫缺陷,提高不等厚板及不同材料的焊接品質。
雷射雙焦點焊接工藝特點
以4mm厚6061鋁合金焊接為例:焊接功率4KW,焊接速度3m/min
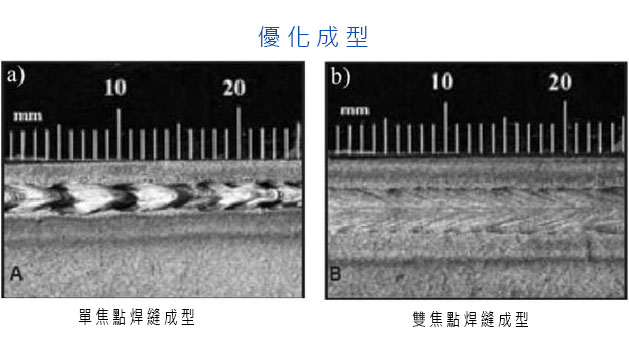
不同光斑分佈方式與能量分佈對焊縫成型均有影響。
根據材料及焊接工藝,選擇合適的光斑分佈方式、光斑能量比可有效改善焊縫成型效果!
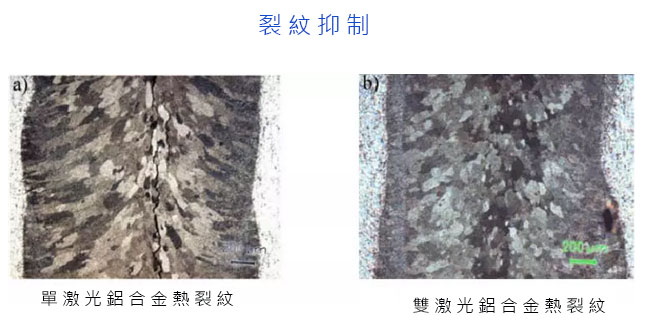
雙焦點雷射可以改善焊縫熱迴圈,因此能夠對焊縫組織細化,抑制裂紋擴張!
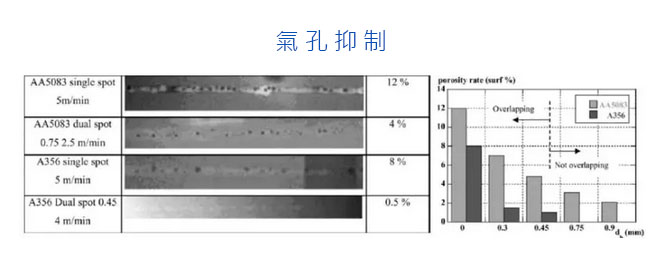
雙焦點雷射可以提高keyhold的穩定性,以此可以降低氣孔的產生!
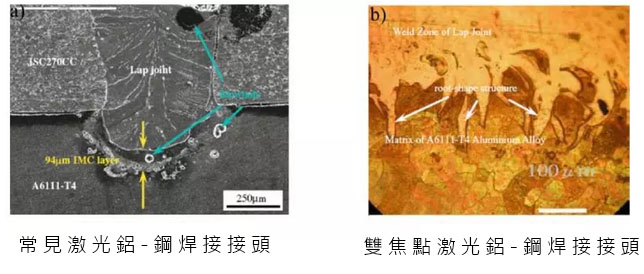
異種金屬——鋁-鋼焊接
作為汽車輕量化常用工藝,輕質鋼鋁複合材料部件非常適合減輕車重,進而可以幫助減少污染物的排放。
通過採用雙焦點雷射焊接,改變光斑能量比,可有效改善異種金屬的焊接效果
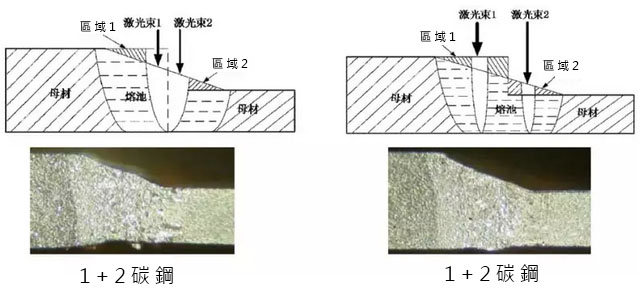
雙熔池不等厚板雷射拼焊
在我們的座駕中,門內板、B柱、縱梁、前圍板等很多零件都是使用拼焊板衝壓而成,既提高了車身強度又能減重省油。
雙焦點焊接通過改變光斑分佈及光斑能量比,可有效改善不等厚材料的焊接效果。
以4mm厚6061鋁合金焊接為例:焊接功率4KW,焊接速度3m/min
不同光斑分佈方式與能量分佈對焊縫成型均有影響。
根據材料及焊接工藝,選擇合適的光斑分佈方式、光斑能量比可有效改善焊縫成型效果!
雙焦點雷射可以改善焊縫熱迴圈,因此能夠對焊縫組織細化,抑制裂紋擴張!
雙焦點雷射可以提高keyhold的穩定性,以此可以降低氣孔的產生!
異種金屬——鋁-鋼焊接
作為汽車輕量化常用工藝,輕質鋼鋁複合材料部件非常適合減輕車重,進而可以幫助減少污染物的排放。
通過採用雙焦點雷射焊接,改變光斑能量比,可有效改善異種金屬的焊接效果
雙熔池不等厚板雷射拼焊
在我們的座駕中,門內板、B柱、縱梁、前圍板等很多零件都是使用拼焊板衝壓而成,既提高了車身強度又能減重省油。
雙焦點焊接通過改變光斑分佈及光斑能量比,可有效改善不等厚材料的焊接效果。
雷射頭產品介紹
1.雙焦點距離調節範圍:0—10mm
2.能量分佈調節範圍:23%:77%—77%:23%
3.焦點旋轉範圍:±360°
