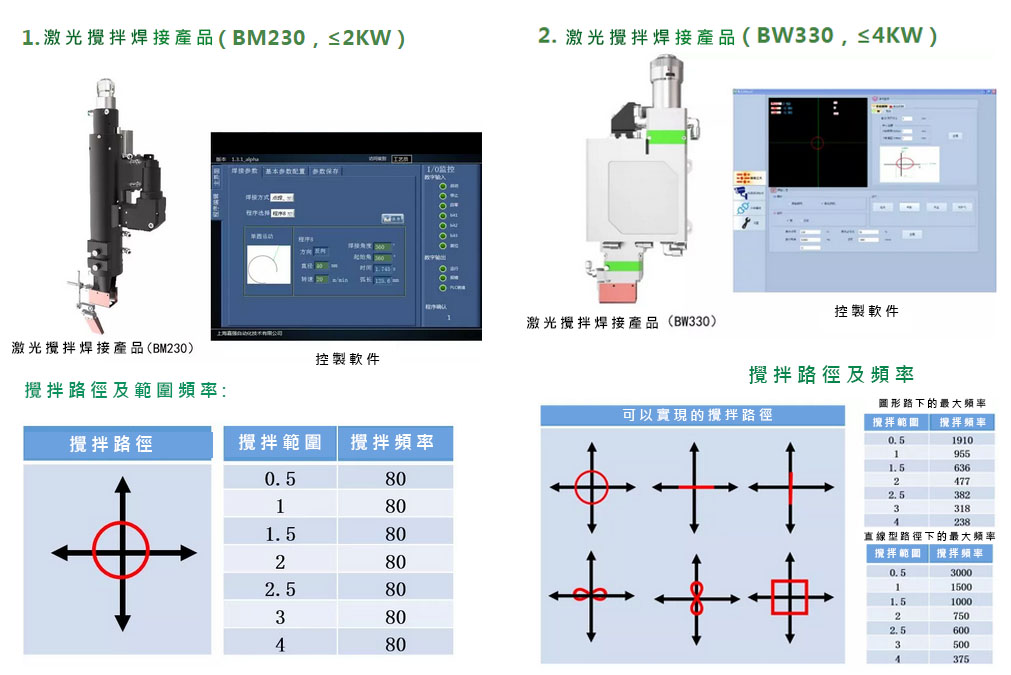
雷射攪拌焊接工藝及優點
在機器人向前運動的同時,光束繞著焦點位置做畫圓或任意圖形的運動,由於其有一個附加的運動軌跡,會對熔池形成攪拌。
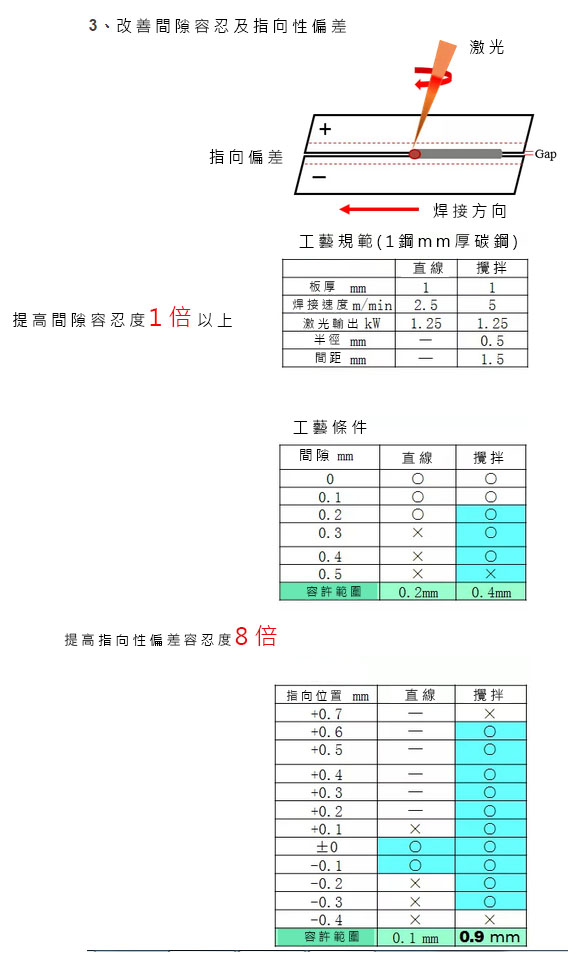
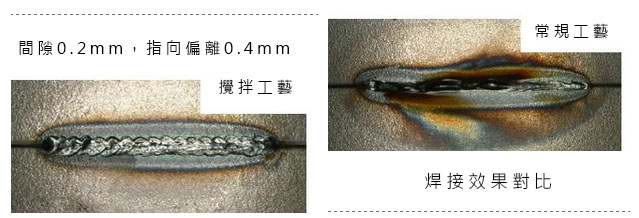
攪拌焊接可有效增加熔寬,提高間隙適應性,減少焊縫缺陷,有效改善焊縫形貌。
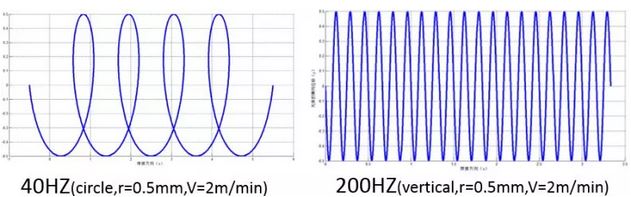
不同頻率下,採用不同軌跡的光路運動軌跡圖
雷射雙焦點焊接工藝特點
以4mm厚6061鋁合金焊接為例:焊接功率4KW,焊接速度3m/min
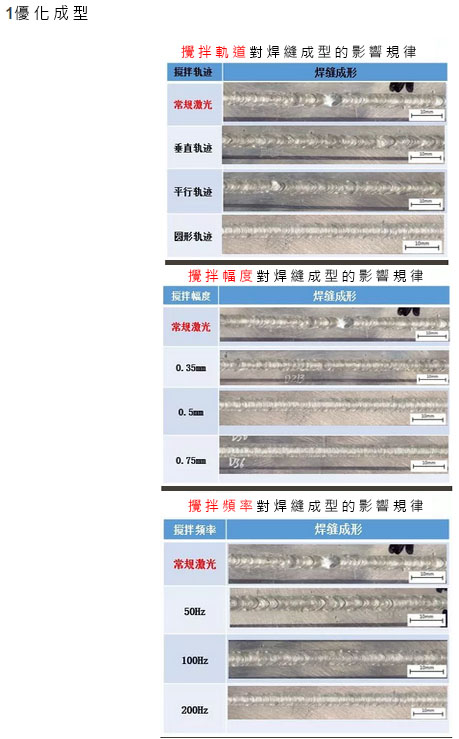
採用不同攪拌軌跡、攪拌幅度及攪拌頻率均可改變焊縫成型效果,因此應根據所焊材料特性選擇合適的焊接工藝,可有效改善焊縫形貌。
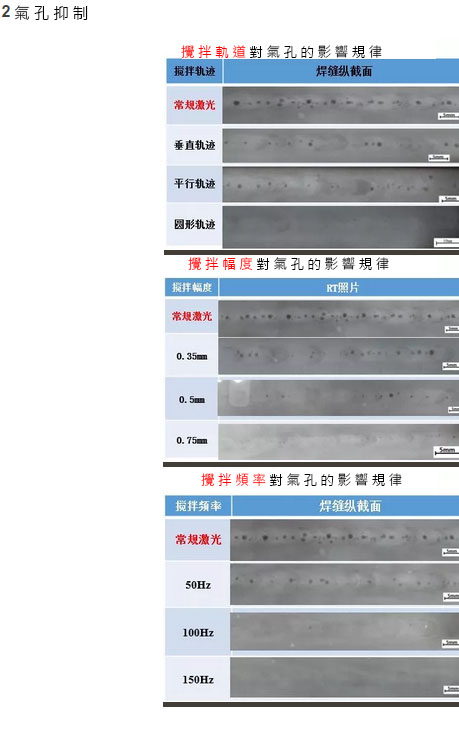
結合材料特性,選擇合適的焊接工藝、攪拌軌跡、攪拌幅度及攪拌頻率可有效改善焊縫氣孔率,提高焊接品質。
案例分析
鋁合金電池PACK箱雷射攪拌焊接

雷射攪拌焊接工藝可以實現不同弧度的優質焊縫,提高了焊接間隙適應性,降低了夾具的精度要求,簡化甚至取消了後續的打磨工序。
雷射頭產品介紹