雷射切割板材常見問題及解決方案,很有效
雷射切割由於精度好,切割範圍廣,效率高,加工能力強,柔性好被廣泛應用在汽車製造,材料加工領域。
在雷射切割生產過程中也會遇到一些問題,看似簡單但又很致命,現在為大家準備了幾個常見問題及解決辦法,希望能幫到大家。
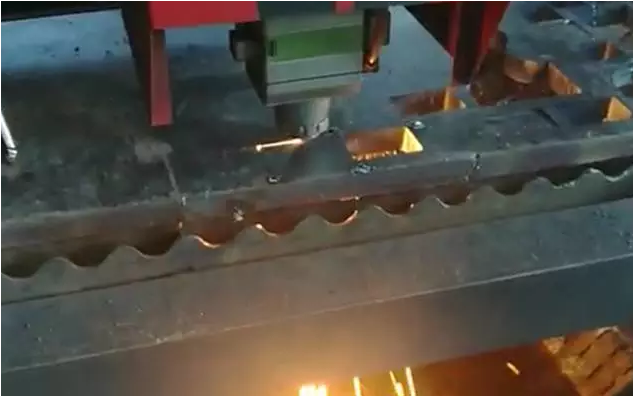
工件邊緣出現毛刺
雷射切割碳鋼時,工件邊緣有時會有毛邊,使得表面不平滑,有些還不易清除。以下是可能造成的原因:
-
材料表面成曲面或有高低差,使雷射的焦點位置不正確,需要做焦點位置教正。
-
噴嘴的噴嘴口圓度是否產生變化或選用的噴嘴型號不適合,須更換噴嘴。
-
切割輔助氣體的純度或壓力不夠,須檢查氣體來源是否不夠、漏氣和是否使用正確氣體。
-
如果切割四邊形,相鄰的兩條邊出現毛刺,說明光路的中心發生偏移,要重新教正光路在噴嘴中心點。如果是平行的兩條邊出現毛刺,說明雷射頭安裝到機床上的垂直度有問題,可以根據平行邊的毛刺方向來教正雷射頭的安裝垂直度。
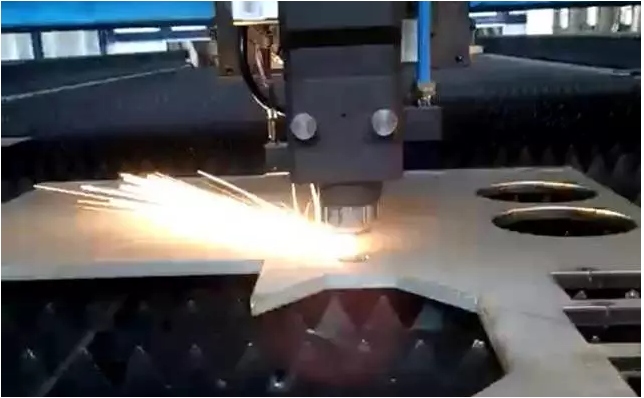
雷射切割板材切不透
造成樣板切不透的原因有很多,最常見的有如下幾種:
-
雷射的功率下降或者燈管老化使得雷射光束的能量不夠,造成樣板切不透。需要調整雷射功率更換雷射發生器燈管。
-
切割速度過快,根據切割板材厚度選擇適合的切割速度。
-
查看調壓閥輸出氣壓是否和上位機設置切割氣壓一致,氧氣表是否在10公斤的指示處。
-
查看保護鏡片是否有損傷,更換保護鏡片。
-
焦點位置不對,根據板材厚度類型調節焦點位置。
-
在保護鏡片和切割速度與氣壓都是沒有問題的前提下,查看光纖耦合端石英平面是否有問題,如果查看光纖耦合端石英平面沒有問題,請檢查雷射切割頭的准直鏡片或聚焦鏡片是否有損壞,如果有損壞,請立時更換。
雷射切割板材表面粗糙
對於碳鋼:
上表面紋路太粗糙說明切割焦點離板材太遠所致,需要把焦點調節近一些。
下表面太粗糙說明切割氣體壓力太大,減少氣體切割壓力;
整體紋路太粗糙說明切割速度太慢,提高切割速度。