爲什麽會産生焦點誤差?
有些誤差(如機床的幾何誤差)具有規律性,可以通過定量補償方法進行補償,但有些誤差爲隨機誤差,只能通過在線檢測和控制來消除。
1、 工件幾何誤差
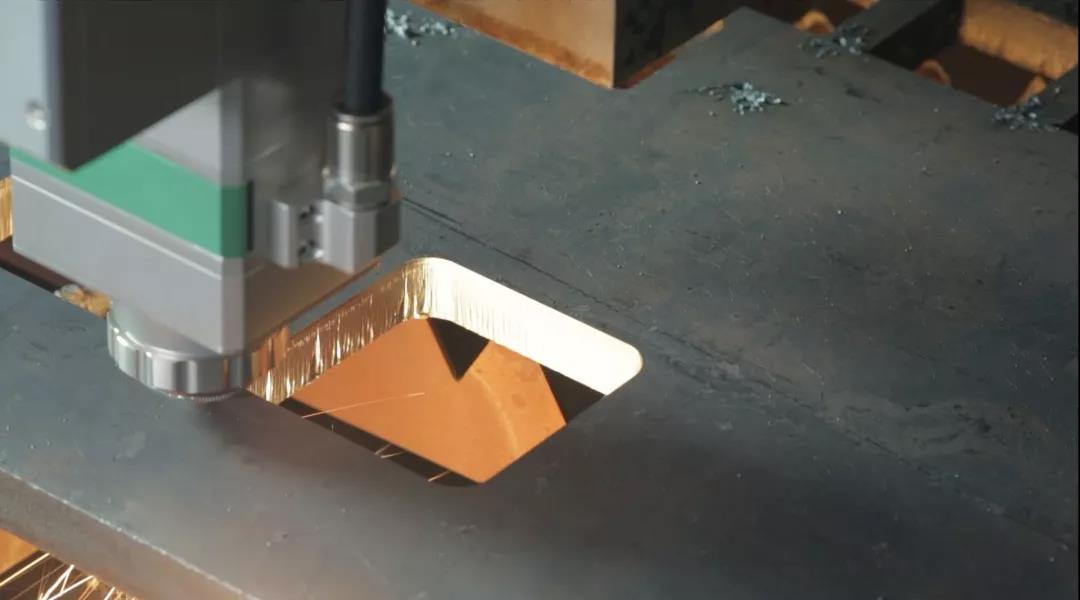
雷射切割的對象爲板材或覆蓋件型零件,由於各種原因的影響,加工對象表面具有起伏不平,且在切割過程中的熱效應的影響也會産生薄板零件的表面變形,對於1維雷射加工,覆蓋件在壓制成型過程中也會産生表面的不平,所有這些,都會産生雷射焦點與被加工對象表面的位置與理想位置發生隨機變化。
2、 工件裝夾裝置産生的誤差
雷射切割加工的工件是放在針狀工作臺上,由於加工誤差、長時間與工件之間的磨損和雷射的燒傷,針床會出現凸凹不平,這種不平也會産生薄鋼板和雷射焦點之間位置的隨機誤差。
3、 編程産生的誤差
在雷射切割加工過程中,複雜曲面上的加工軌迹是通過直線、圓弧等擬合的,這些擬合曲線和實際曲線存在一定誤差,這些誤差使得實際焦點和加工對象表面的相對位置和理想編程位置産生一定誤差,而有些示教編程系統也會出現一些偏差。
雷射行業經過多年的發展,對於上述焦點誤差已經有了比較完善的解决方案,可以在雷射頭上,手動調節機械裝置,從而調整雷射焦點。此外,目前國內帶有自動調焦功能的雷射頭也比較成熟,再配合以專業的數控系統,可以幫助客戶解决雷射切割中産生誤差的問題。下面就讓小强詳細介紹一下如何調整焦點位置的方式吧
調整焦點位置的方式
1、手動調焦
手動調焦焦點位置檢測與控制系統採用單獨的坐標軸進行焦點位置誤差的補償控制,機械結構簡單,成本低,可與各種數控系統和雷射切割機床配合使用。


2、自動調焦
自動調焦採用雷射切割機床本身的一個進給軸或多個進給軸的合成運動來進行焦點位置誤差的補償。這種方式具有結構相對比較複雜、成本較高,但操作簡單,易於調整,要求與數控系統配合使用。在支持自動調焦的數控軟件界面上,通過調整參數,從而控制雷射頭自行調整焦點。這可以减少人爲干預,使焦點位置更精准。


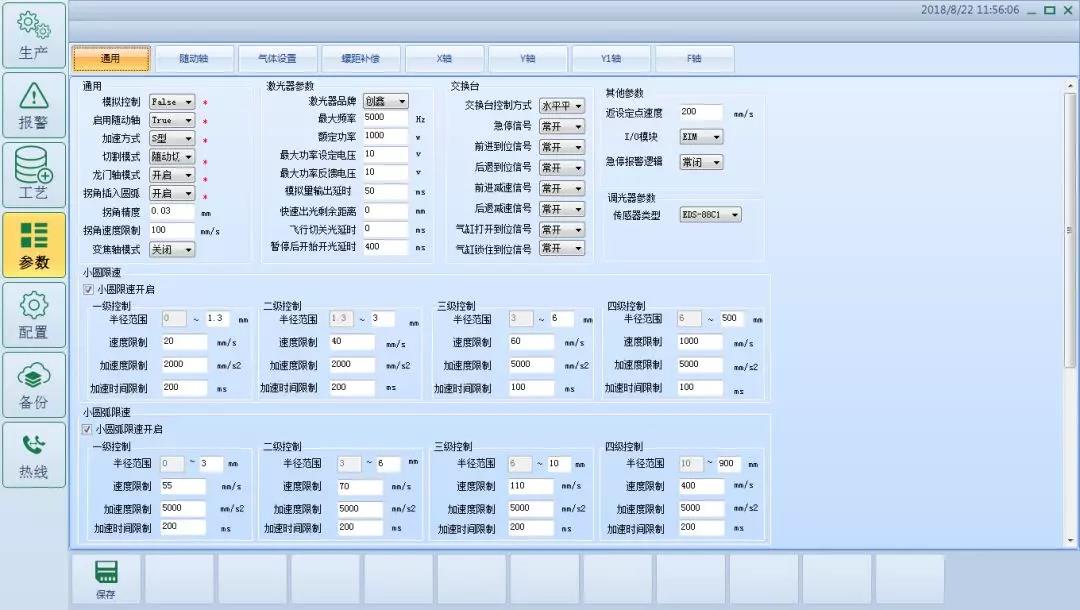
配合的相應系統
自動調焦雷射頭需要專業的智能雷射數控系統配合,才能達到自動調焦的需求。專業的自動化控制軟件,可以自由的添加軸和控制信號模塊,能提供客戶定制化的主設計功能。
