雙模組銲接系統
產品說明

產品簡介
光纖雷射焊接機能提高加工的速率,使產品能快速完成加工,不同與以往的電焊,雷射加工少了焊料的支出並利用高功率的雷射將不同的材料接合,更不需要花大量的訓練時間,在操作上簡單且容易上手,大大提升產品品質與加工效率,是現今工業中不可或缺的機台。
產品特性
雷射金屬焊接應用相當廣泛,透過不同材料、厚度、應用需求,我們視這些需求搭配不同雷射、焊接頭。
- 銅、鋁材料對於1064nm波長雷射反射率較高,因此我們會搭配較高功率雷射,不鏽鋼材料反射率較低雷射則可以選用較低功率。
- 材料厚度而言也是取決於雷射功率,功率越高效率也越高。
- 特殊應用會選用脈衝式雷射。
產品規格
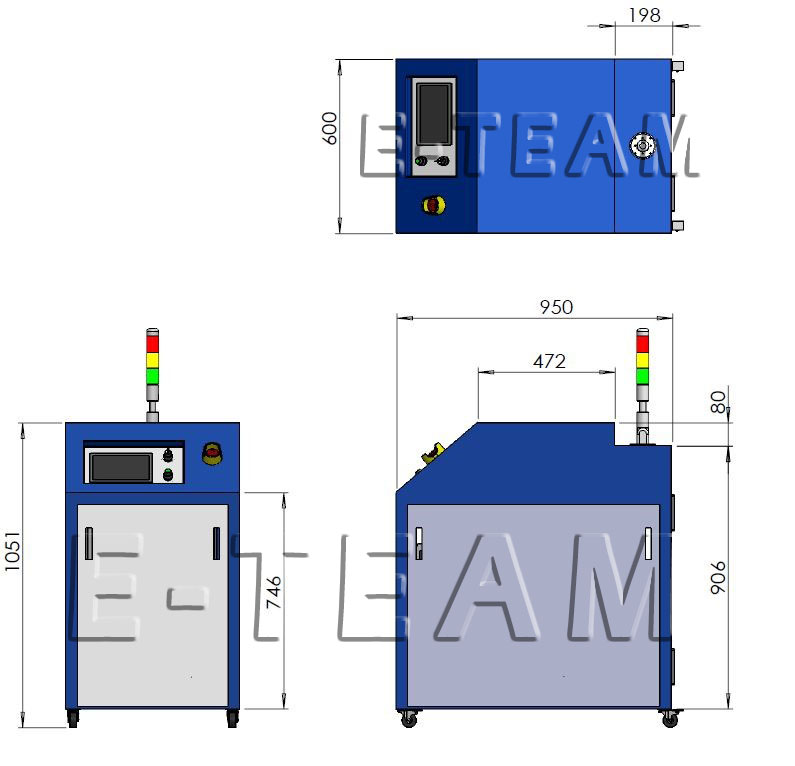
| 機台尺寸(mm) | L:950 W:600 H:1051(含輪子) |
定位導引光 | 內建紅色可見光雷射 |
| 使用電壓 | 單相 220V | 輸出光纖長度 | 5m (延長需選配) |
| 耗電量 | 6Kw | 雷射入射方式/保護氣體 | 同軸 |
| 雷射功率 | Fiber Laser 雙輸出模組 (單一模組250W)CW |
準值焦距 | 選配 |
| 雷射波長 | 1070nm | 聚焦焦距 | 選配 |
| 雷射光纖輸出接頭 | QBH-接頭 | 冷卻方式 | 氣冷式 |
產品外觀